

数控镂铣机刀柄类型选择指南
一、核心选型逻辑
刀柄选择需围绕 主轴适配性、材料特性、加工精度、刀具类型 四大核心要素,平衡刚性、稳定性与成本,最终服务于加工质量与效率。
二、刀柄分类与核心特性
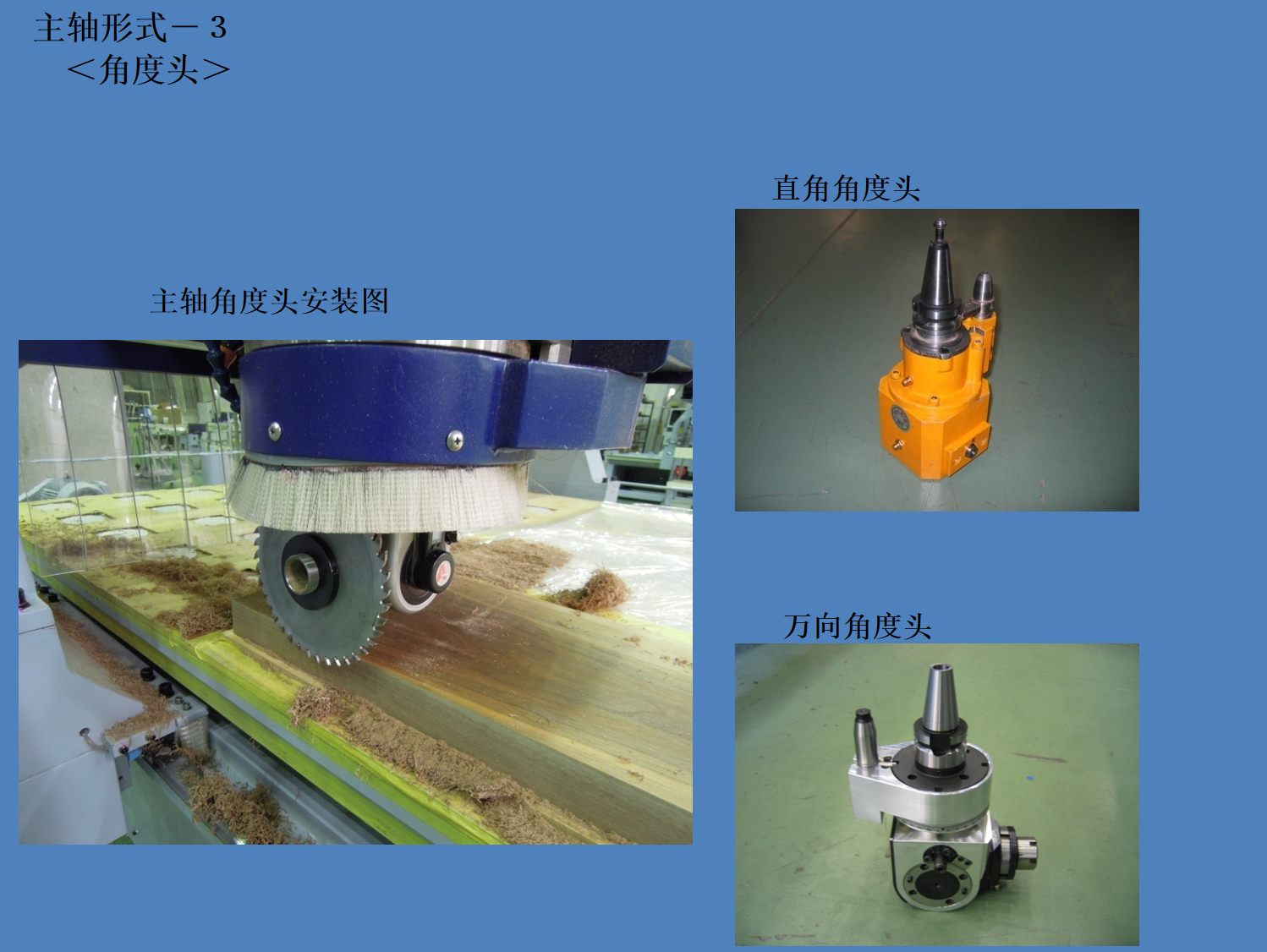
三、选型核心依据
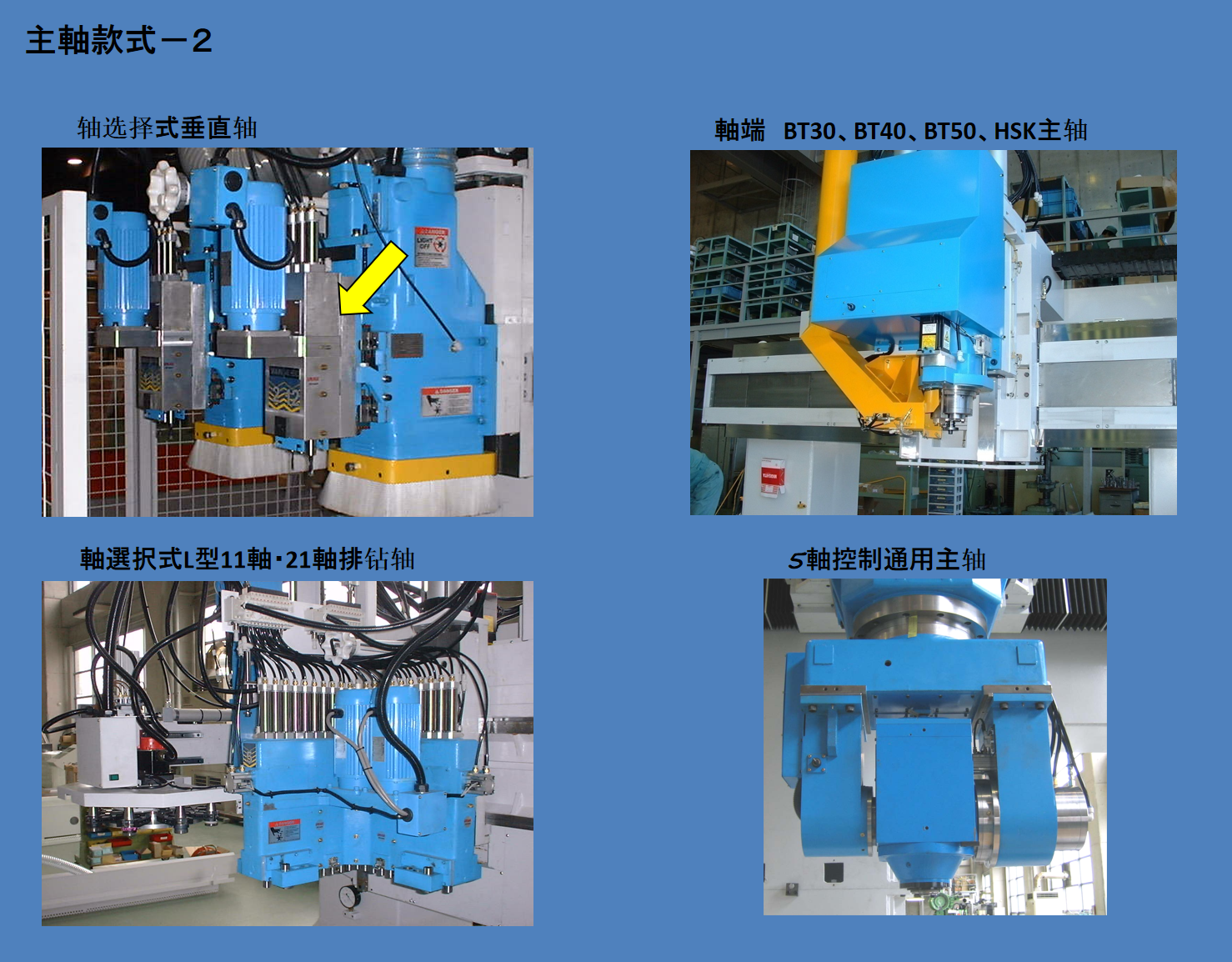
- 1.主轴锥孔规格(硬约束) 必须严格匹配,如BT30主轴仅能用BT30刀柄,HSK63主轴需配HSK63刀柄。
- 2.加工材料硬度(决定刚性需求) 软质材料(木材、亚克力):优先ER刀柄(低成本、通用)。
硬质材料(硬木、铝板):选侧固式或BT刚性刀柄(强抗颤振)。
精密材料(金属、模具钢):选HSK/液压/热缩刀柄(高精度)。
- 3.刀具类型(影响夹持方式) 直柄刀具:ER刀柄(通用)或BT+ER组合(中重型)。
长径比大刀具(深腔刀):侧固式刀柄(防甩动)。
微小直径刀具(≤3mm):液压/热缩刀柄(无应力变形)。
- 4.转速与精度要求(决定高速性能)
高速(>15000rpm):HSK刀柄(离心力小,稳定性高)。
中低速(<10000rpm):BT+ER刀柄(经济实用)。
总结:刀柄选型是“主轴适配+材料特性+加工需求”的综合决策,通用场景用ER刀柄降本增效,精密/高速场景用HSK/液压刀柄提质保效,重切削场景用侧固式刀柄保障刚性,最终实现“高性价比加工”目标。
上一条
下一条





